
The purpose of Module 5 is to provide a framework for understanding some common processes used in the fabrication of plastics. The purpose of this module is to look at polymers from a processing point of view and not an in-depth undertaking into mold design and chemical reactions during processing.
OBJECTIVES:
After completing this module you should be
able to identify the stages of the following processes:
Injection Molding
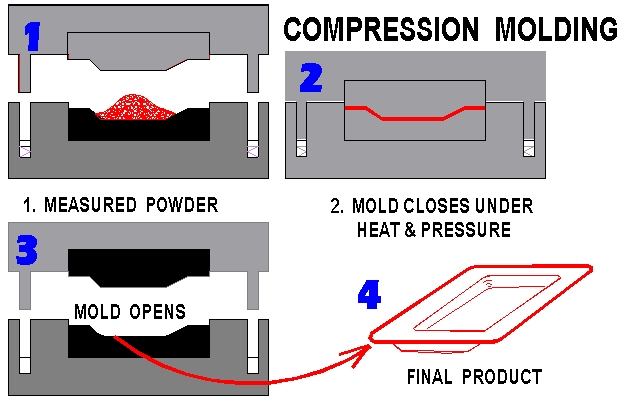
Compression Molding
Transfer Molding
Rotational Molding
Extrusion
Blow Molding
Blown film extrusion
Thermoforming
Calendaring
Fibering
Foaming
Laminating
INTRODUCTION
Polymers can be made into various shapes and forms including resins, powders, granules, or sheets. These polymer forms are changed into plastic products through a number of processes. Some of these processes were derived from other the production of other materials. For example injection molding was developed based on die casting of metals. Blow molding of plastics bottles is similar to blow molding of glass bottles. In this section, we will briefly cover some of the more common processes used in making plastic products.
Injection molding. This processes is generally associated with processing thermoplastics. However, with the development of the reciprocating screw type equipment, thermosets can also be injection molded. The basic process includes plasticizing, injection, cooling, and ejection. Typically the granules are feed from a hopper into to a screw that rotates to feed the material into a heated chamber to allow the material to change to a molten state. The material is then forced through a nozzle into the mold cavity. A cooling time is necessary to allow the polymer to become solid, and then is ejected from the mold by mechanical ejector pins. The diagram below shows stages of injection molding.
Extrusion. In this process, a continuous flow of molten material is forced through a die. The shape of the final product is determined by the shape of the die opening. Typically, thermoplastic molding power is fed from a hopper, similar to the configuration of the screw system in injection molding. The screw forces the material through a tapered opening in the die. The heat and friction causes plasticizing to occur, softens the material, and forces it through the die opening. The material is cooled by either air or water. The rate of cooling can be controlled and further forming is possible. For example, pvc pipe is extruded as well as electrical conduit. If allow to be immersed in hot water, the conduit can be bent at 90 degree angles. Typical products that are extruded include tubing, rods, bars, moldings, sheets and films. Extrusion is also used for coating wire and cable.

Transfer Molding. This process is a combination of injection and compression molding. Similar to compression molding, heat and pressure are used to form the material, and then forced (transferred) to the mold cavity...which is similar to injection molding. This process was derived from compression molding to accommodate molding of more intricate thermoset parts.

Blow Molding. The blow molding process begins by allowing a "blob" of polymer to form through heat and gravity. This shape is called a parison. The parison is then clamped in a forming die, and compressed air forces the parison to expand and conform to the mold cavity. The process can be compared to blowing up a balloon inside a bottle. After the material is cooled, the split mold opens and then the part is ejected. Blow molding is an economical method of producing products like, plastic bottles, hollow toys, balls, or even large plastic drums. However, rotational molding is generally used for very large items like plastic tanks.
Rotational Molding. In this process, the polymer (usually a resin) is placed inside a heated drum that can rotate around at least 2 axis inside an oven. The centrifugal force distributes the plastic evenly throughout the mold while the heat fuses the resin to the shape of the mold. The rotating mold is then removed from the oven and allowed to cool..usually by spraying water on the metal mold. Upon cooling the 2 piece mold is opened, and the hollow product removed. Rotational molding is generally used for large parts, however smaller items can also be produced using this method. An example of a product from using rotational molding is a plastic water storage tank.
Calendaring. This process is used for producing thermoplastic sheets and films. A plastic compound is made into a pliable dough then fed through a series of graduated, heated rollers. The thickness of the sheet or film is determined by the spacing between rollers.

Blown Film Extrusion.
This process is used to produce thin film hollow tubes. The tubes
can be seam welded to produce product like plastic garbage bags.
Blown Film Extrusion somewhat of a combination of extrusion, blown molding
and calendaring. As the material is extruded, air is forced
through the center of a die, causing the material to expand to the diameter
of the mold. The mold is open at the end, and the material is continuously
taken up on rollers. During the take up process, the walls on the
"tube maybe be seamed and perforated such as the case with garbage bags.

Foaming. Plastics can also be produced as foams. Polymers such as polyurethane, polyethyelene, and polystyrene are some of the foaming type materials. The use of these materials is quite varied...from expanded polyethylenes and polystyrene (styroforming materils...such as drinking cups) to insulating foams or packing materials to structural foam used in construction. Polystyrene beads are molded in a steam heated mold which causes fusion. While elastomer foams (foam rubber) are produced in a number of ways including molding and compressed extrusion. Products include cushions, flotation devices, and many others. Recent advances in forming and reinforcing materials such a kevlar have allowed for innovative structural composite materials.
Thermoforming. This process is used primarily for forming thermoplastic sheet stock into desired shapes. The most common name is vacuum forming. In this process a heated sheet of thermoplastic is place over a mold and heated. The mold cavity is then evacuated of air causing the sheet to be pushed into or over the mold by atmospheric pressure. The vacuum pressure and heat range varies with type and thickness of material being formed. Products include disposable packing trays, household storage bins, outdoor advertising displays, magnetic vehicle door signs, refrigerator door panels, and automotive body parts.

Laminating. High pressure laminating is used to convert thermosetting materials into laminated sheets. This process incorporates high heat and pressure to "set" the polymer and bond it to reinforcing materials such as cloth, paper, wood, or fibers. While the process can be used on a variety of shapes, its is particularly common for laminated sheet production. The first step involves impregnating the reinforcing material with plastic resins which are stacked between two highly polished steel plates. Next heat and pressure (usually by a hydraulic press) is applied which causes the plastic to cure and presses the plies of materials into a single sheet. Products produced by laminating include kitchen counter tops and reinforced insulating tubes.

Fiber drawing.
This process is a modification of extrusion and is used to produce synthetic
fibers such as rayon, nylon, and polyester. The extrusion die
has a small slit or is multiorificed (called a spinnerette).
Small fibers are extruded through the die and then post die conditioned.
These conditioning processes may be chemical treatments to harden the fiber,
dye or coloring the material, or mechanical treatments for crystallization.
Since molten polymers are amorphous. However it is desirable to crystallize
the structure or reorient by elongation. When the polymers are about
the glass temperature, they are strained or the structure oriented into
linear strains. When the material is cooled below the glass
temperature, the molecules will not rekink into an amorphous polymer.
Thus the oriented and crystallized plastic is strong in the longitudinal
direction. This does weaken the material in the lateral direction.
However, since the process is for producing fibers, this is desirable if
the product is made into fabric.

Processing of plastics
involves several varied shaping or forming processes depending on the material
and desired product. The more common processes include injection
molding, compression molding, transfer molding, rotational, molding, blow
molding, extrusion, blown film molding, thermoforming, laminating, calendaring,
and fibering.